



«Чудотворное» Ситалловое стекло для 3Д принтера
«Чудотворное» Ситалловое стекло для 3Д принтера.
Всем доброго времени суток! Долго собирался с мыслями, чтобы написать сей пост, да все никак, но время найдено, материал заснят, так что поехали!)Данный пост написан, дабы помочь ищущим информацию по ситалловому стеклу, коей не много.
Месяца три- четыря месяца назад наткнулся на ситалловое стекло в одноименном интернет магазине. Долго прыгал, скакал, чтобы найти информацию — отнюдь, ничего и нигде, кроме как на сайте производителя. Ну кто не рискует, тот не пьет шампанское, как говорится, договорился о размерах, заказал. Где-то дней через 7 стеклышко полетело в мою сторону. Потом ожидание нашей великой почты, и вот, вижу уведомление в ящичке, да и по треку пора, который кстати отслеживался без проблем. В общем ноги в руки — и на почту. Очень, очередь……..и наконец у меня забирают уведомление и вручают пакет, размеры которого меня повергли в шок, так как стекло много меньше. Ну естественно на радостях побежал домой распаковывать.
Об этом хотелось бы сказать отдельно, так как ребята свое дело знают, а так же видимо знают нашу почту, упаковывают они знатно. Пенопласт в четыре слоя, и пупырка, скотч…….. в общем разматывал долго. И вот вижу стекло, именно стекло, а не стеклянную пудру, которую боялся увидеть. Достал, осмотрел, все прекрасно. Так же в комплекте положили инструкцию по настройке, очень подробную)
Тут немного о другом, сразу поменял нагревательную платформу MK2b на свою собственную, изготовленную из текстолита одностороннего фольгированного. Мощность моей платформы примерно 200Вт, решил не экономить на столе, да и нагрев шустрее.
Взял стекло побег к принтеру(Prusa i3 steel), взял термопасту, и добротно удобрил текстолит и размазал, а потом положил стеклышко. Настроил все по манула, который пришел в комплекте. Нагрел до максимальных 120гр, 1..2…3….поехали, тоесть печать иии….. ни*рена не липнет, разочарование, печаль — все такое меня наполнило). Сразу написал продавцу, мол что такое, как решить?! Очень быстро пришел ответ, надо греть больше, так как толщина стекла в 4 миллиметра отнимает достаточно много тепла. Полез в прошивку, решил не мелочиться, поставил максимальной 150гр.
Дубль два, нагреваю, на этот раз до 150гр, 1….2…3…. печать, и о чудо, заработало, все липнет с самого начала, без единого проскальзывания. Каково было мое удивление, ни клея, ни скотча, ни пива………ничего. Печатал кстати я ABS пластиком от ФдПласт(Не реклама). Оставил печать, которая длилась около 30 минут помоему, подхожу, смотрю и не могу нарадоваться, не единого загиба краев. Попробовал оторвать от стола, отнюдь, все приподнялось, но не отлипло. Дал остыть, все по тому же «мануалу». Сел отдохнуть на диванчик, и через некоторое время слышу — щелк, щелк…… подбегаю, думал стекло треснуло, а нет, трещит модель, тоесть дно модели. Температура, когда начался треск, была около 70гр. И тут я опять попробовал взять модель, по привычке прикладывая усилие, и опять чудеса, его можно было просто сдуть))))). Дно у модель глянцевое, надо полагать, ведь на стекле ничего не было. В общем все прекрасно работает. Тут хотелось бы сказать тем, кто покупал и не работало, просто надо больше греть, вот и все. Кому на сколько сам найдет. Я вот выяснил потом, что первый слой стол должен быть не меньше 135-140гр, а вот остальные в районе 130-135гр.
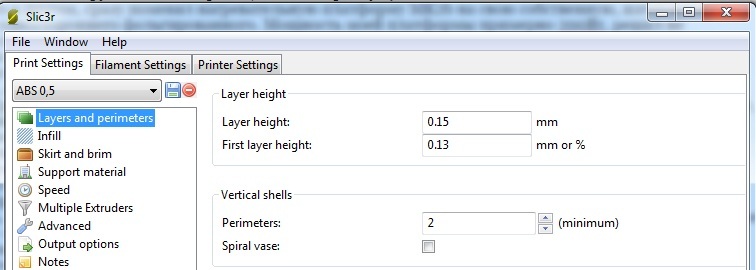
Теперь по факту, как печатал(на видео)
Высота слоя — 0,15 мм
Высота первого слоя — 0,13
Температура стола — 150гр(все слои, не стал заморачиваться)
Температура сопла, первый слой — 235гр
остальные слои — 210гр
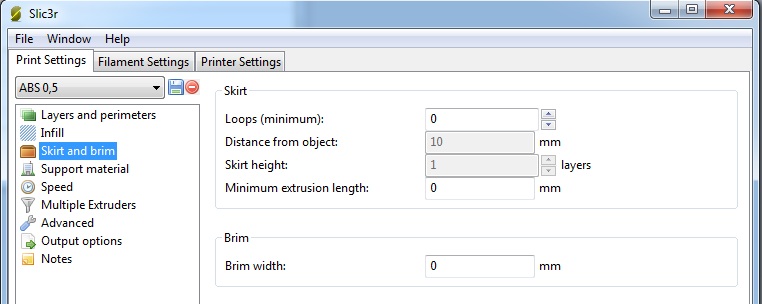
Печатал без BRIM, хотя нужен, чтобы обезопаситься, но шестеренки без BRIM, это круто.
Скорость печати первого слоя — 10 мм/с — Важно
!!!И самое главное, чтобы в положении Home оси Z, сопло не имело зазора со столом, при всем нагретом естественно!!!

Хотелось бы сказать о пластиках, печатал различными фирмами и марками, ABS липнет всегда и намертво. А вот PLA пластик липнет тоже в принципе весь, только не так хорошо и крепко, как ABS, лучше всего лип PLA от РЕК(не реклама). Так же пробовал печатать Flex-ом от вышеупомянутой фирмы, все прекрасно на небольших моделях, на больших ничего сказать не могу, не пробовал, за ненадобностью.
Кстати о больших моделях, вот эту модель печатал около 6 часов, ничего не отлипло)

Эта фотография того самого «мануала»
А это фотографии упаковки после вскрытия, как знал специально хранил) Просто хочу показать что упаковывают в магазине, как говорил ранее, знатно))


Ну а теперь пару видео, извиняюсь за кривую съемку, потерял свой штатив, поэтому съемка с чего попало)))
Первое видео как раз про шестеренку, диаметр 75мм. Печатал, как и говорил без Brim, печать шла около 20 минут, как видно, не единого подъема зуба)

Второе видео решил специально для скептиков сделать, одной съемкой, и в конце показать тест на весах, тянул около 2,6кг, начало выгибать стол, поэтому больше силы не прилагал), как всегда извиняюсь за съемку))

Желаю всем удачных печатей, и как можно меньшего количество пластика потраченного в пустую))





{kind=link}