



Эффект стекла. Инструкция по пост обработки пластика SBS Ватсон
Получение эффекта стекла при обработке изделий из SBS Ватсон пластика
Пластик SBS Ватсон:
— Не имеет неприятного запаха при печати.
— Во время печати не боится открытого воздуха и сквозняков.
— Хорошо подходит для печати крупно-габаритных макетов.
— Легко поддается обработке!

Именно про обработку и будет идти речь в этой статье и о том, какие замечательные идеи
можно воплотить в реальность.
Да, это не стекло — это пластик Ватсон, обработанный одним из подходящих растворителей
ПОДГОТОВКА МОДЕЛИ И ПАРАМЕТРЫ ПЕЧАТИ
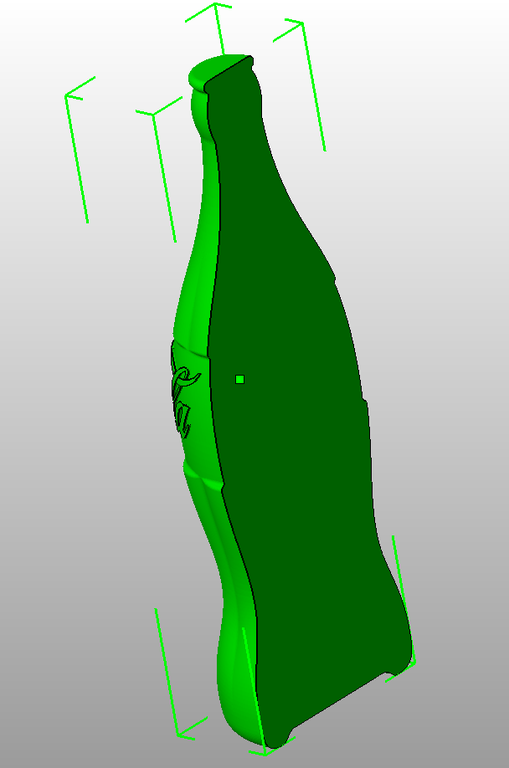
Для начала была нарисована модель бутылки
http://www.thingiverse.com/thing:1119146
Модель не должна быть пустотелой или иметь пустоты.
Печать при следующих параметрах:
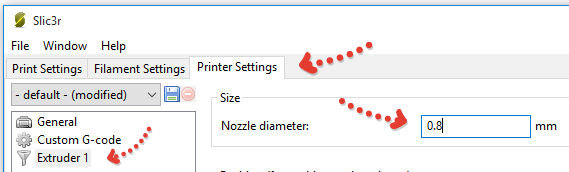
1. Сопло лучше всего использовать как можно больше по диаметру.
В данном случае использовалось сопло 0,8мм.
— KISSlicer «Extrusion Width 0.8mm»
— Slic3r «Nozzle diameter 0.8mm»
2. Высоту слоя нужно ставить параметром 1/3 диаметра сопла.
0,8/3=0,26
— KISSlicer Layer Thickness примерно 0,25
3. Заполнение изделия ставится с параметром:
— KISSlicer «Vase»
— Slic3r дополнительно ставится опции «Spiral vase»
4. Не ставьте большую скорость печати. При таком диаметре сопла скорость печати сильно влияет на качество стенки. Лучше использовать от 40-20 мм/с
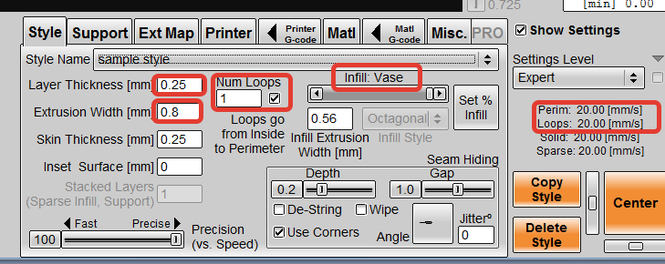
5. Толщина изделия должна быть ОБЯЗАТЕЛЬНО в один периметр (в одно кольцо). Если задать несколько периметров, то при обработке между ними не сможет проникнуть растворитель и стенка получится всего лишь глянцевой а не прозрачной.
Что бы стенка изделия была как можно толще и рекомендуется использовать сопло с большим диаметром. Так же на толщину периметра будет влиять подача материала. Подача должна быть завышена
— Slic3r «Filament Settings» — «Extrusion multiplier» больше единицы примерно 1.2-1.4
— KISSlicer Flow Tweak 1.8-2
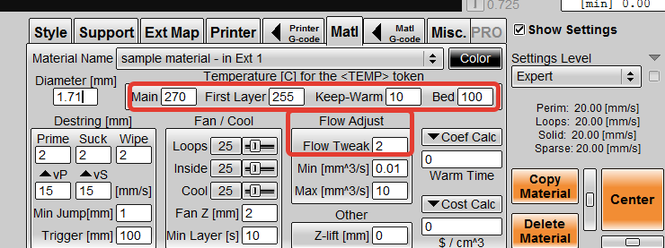
6. Температура печати:
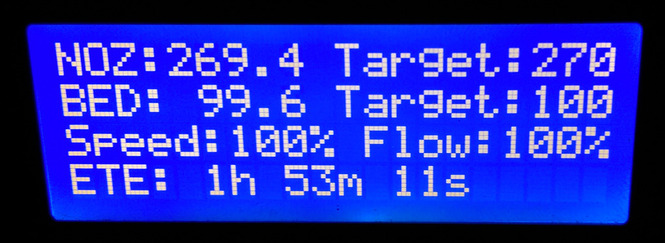
t- сопла от 210 до 270c (зависит от принтера)
t- подогреваемого стола около 100с (зависит от принтера)
Пластик «Ватсон» хорошо липнет к большинству поверхностей с подогревом.
Однако, мы советуем использовать Ситалловое стекло Unique-3D, это идеальное решение чтобы сэкономить ваше время и получить отличные результаты от начала до конца печати. Данное стекло стекло специально разработано для 3D принтера

Напечатанное изделие в один периметр получилось с толщиной стенки около 3мм
Обработка изделия и получение эффекта стекла
Нам потребуется:
1.
а) Сольвент – это растворитель которым разбавляют масленые краски.

Из плюсов:
Он имеет низкую цену и его можно купить в хозяйственном магазине.
Из минусов:
Запах. ( сильный запах бензина )
б) д-Лимонен – является универсальным очистителем, применяется в основном как альтернатива продуктам: минеральный растворитель, метилэтилкетон, ацетон, толуол, эфир гликоля, фторсодержащие и хлорсодержащие органические растворители.
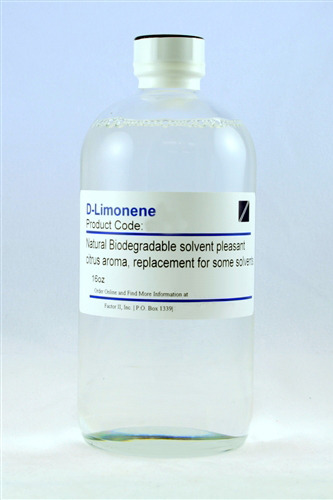
Из плюсов:
Жидкость с приятным цитрусовым запахом. В отличие от сольвента, не содержит бутил, щелочь, растворителей, фосфатов.
Является нетоксичным и подвергается биоразложению.
2. Металлическая емкость из пластика устойчивого к агрессивной среде например ПНД или ПП.

3 Обычный фен для волос

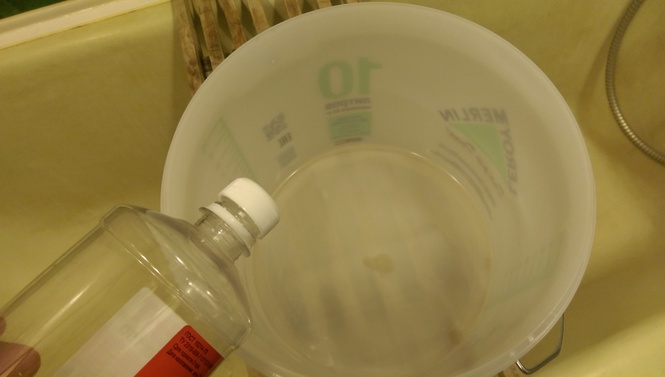
Приступаем к процессу обработки.
Налейте небольшое количество средства в емкость
Затем положите изделие в емкость и быстрыми движениями смочите его.

Обязательно следите за тем что бы средство попало на все части изделия с наружи и внутри иначе будут блеклые пятна. Делайте все нужно очень шустро, примерно 30-40 секунд на смачивание всего изделия, иначе пластик может быстро раствориться.
Далее выньте изделие аккуратно за горлышко, хорошенько слейте средство из его полостей и поставьте на подставку.

Затем просушите его в течении 4-6 минут феном на максимальном потоке с горячим воздухом. Старайтесь просушить со всех сторон равномерно, не передерживая на одном месте, а также не ставьте изделие надолго на донышко иначе оно прилипнет. Как только пластик перестанет липнуть к пальцам то можно прекратить сушку.
Вы можете посмотреть видео в котором коротко продемонстрирован процесс постобработки изделия перейдя по ссылке https://youtu.be/6UDtterjIMM
Если нужно или если остались сильные подтеки, отпечатки от пальцев то можно повторить процедуру. Но не делайте этого очень часто, изделие может растворится и потерять свою форму.
На этом все.


Если у Вас остались вопросы, то мы с радостью на них ответим.
Спасибо за Ваше внимание!
© U3D — Unique 3D Technologies.





{kind=link}